





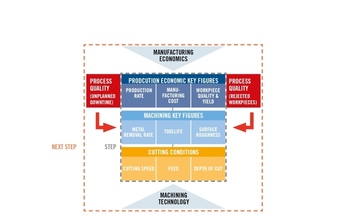
Total image of all elements and how they relate and interact, in a manufacturing plant (NEXT STEP model and concept).
Phase two in achieving balanced production economics involves choosing cutting conditions that reflect the constraints put on the machining process by real-world circumstances. The theoretical capabilities of a cutting tool are broad. But specific workshop realities constrain the range of effective application parameters.
For example, the capabilities and performance of a tool vary according to the amount of power possessed by the machine tool that is applying it; the machining characteristics of the workpiece material; or the configuration of a part that may be prone to vibration or distortion. Although there is a vast selection of cutting conditions that will work in theory, unfortunately constraints posed by reality will narrow the range of trouble-free choices.
Figure 3 illustrates a large selection or volume of cutting speeds, depths of cut and feeds that has been carved into a smaller selection and reduced volume in recognition of various realities of a specific cutting application.

Figure 3 - 3D illustration that shows the collection of all cutting condition combinations that can be used within the constraints coming from the cutting environment.
Applying cutting conditions outside the application constraints of the specific situation will have negative economic consequences, including higher costs and lower productivity. Perhaps 90 percent of the problems experienced during machining result from a lack of respect for the constraints that workshop realities place on the cutting process.
When cutting conditions do not exceed the constraints imposed by workshop realities, the operation is safe from a technical perspective. However, not every technically safe combination of cutting conditions will produce the same economic result. Changing cutting conditions changes the cost of the machining process. Moving to more aggressive but still technically safe cutting conditions will increase the output of finished workpieces, but after a certain point however, productivity will decline because the aggressive cutting parameters also will result in shorter tool life. The output of parts over time then will decline as well, because more time will be spent changing worn tools.
(Continued on next page)



















